
Продукция





















Картонная коробка для печенья Oreo
Исходная бумага и подготовка материалов 1.Выбор исходной бумаги (1).Используется пищевой мелованный картон массой 250-300 г/м² (соответствующий японским стандартам контакта с пищевыми продуктами, таким как JIS S 3100), не содержащий оптических отбеливателей, сбалансированный по влагостойк...
Описание
маркер
Исходная бумага и подготовка материалов
1.Выбор исходной бумаги
(1).Используется пищевой мелованный картон массой 250–300 г/м² (соответствующий японским стандартам контакта с пищевыми продуктами, таким как JIS S 3100), не содержащий оптических отбеливателей, сбалансированный по влагостойкости и жёсткости, обеспечивающий безопасность при укладке в штабеля для транспортировки и контакте с пищевыми продуктами.
(2).Исходная бумага должна быть предварительно обработана для достижения температурно-влажностного баланса (23±2℃, 50±5% RH), чтобы избежать деформации при печати и высечке.
2.Резка и подготовка материалов
С помощью бумагорезательной машины рулонная бумага нарезается на листы, соответствующие формату печатной машины, с контролем размеров в пределах ±0,5 мм, что обеспечивает точность последующей приводки.
Процесс печати
1.Изготовление печатных форм
(1).Используется технология CTP (компьютерная технология прямого изготовления печатных форм), изготавливаются печатные формы для четырёх красок (CMYK) и специальных красок (Oreo синий, Nabisco красный треугольник), линиатура растра составляет 175–200 lpi, что обеспечивает чёткость градиентов и мелких шрифтов.
(2).Специальные краски должны быть точно приготовлены в соответствии с фирменными цветовыми кодами, образцы сохраняются для обеспечения цветового постоянства между партиями.
2.Офсетная печать
(1).Используется офсетная печатная машина с секциями для четырёх красок и специальных красок, сначала печатаются четыре основных цвета (изображение печенья, брызги молока, градиентный фон), затем последовательно наносятся специальными красками фирменные знаки и текст.
(2).Параметры печати: толщина красочного слоя 1,2–1,5 мкм, давление печати 8–12 кг/см², температура сушки 80–100°С для предотвращения отмарывания краски.
(3).Ключевые контрольные точки: точность приводки не превышает ±0,1 мм, оптическая плотность сплошных заливок и цветовые различия должны соответствовать стандартам бренда (ΔE ≤2).
3.Контроль качества
После утверждения первого образца запускается серийное производство, каждые 500 листов проверяются на цветопередачу, приводку и наличие дефектов, несоответствующая продукция автоматически отбраковывается.
Отделка поверхности (ламинирование)
1.Технология ламинирования
(1).Выполняется полное ламинирование с использованием глянцевой BOPP-плёнки (18–20 мкм) и водного ламинационного клея (пищевого класса), температура ламинирования 80–100°С, давление 5–8 кг/см².
(2).Назначение: повышение глянца и насыщенности цвета, усиление износостойкости, устойчивости к загрязнениям и влаге, защита печатного слоя от повреждений при транспортировке.
2.Контроль качества
Проверяется отсутствие пузырей, складок и расслоений при ламинировании, ровность краёв и отсутствие остатков клея.
Высечка и биговка
1.Изготовление высекального штампа
(1).Используется лазерный высекальный штамп для точной высечки контура коробки в соответствии с конструкцией коробки (крышка-основание / вкладная крышка с автоматическим дном), с одновременным нанесением линий биговки и линии для лёгкого вскрытия в верхней части.
(2).Линия для лёгкого вскрытия выполняется с использованием технологии неполной высечки, что обеспечивает лёгкость вскрытия без нарушения прочности коробки.
2.Процесс высечки
(1).Высечка выполняется на плоскостной высекальной машине с усилием высечки 10–15 тонн, производительностью 3000–5000 листов в час, обеспечивая гладкие срезы и чёткие линии биговки.
(2).Ключевые контрольные точки: отклонение размеров коробки не превышает ±0,5 мм, точное расположение линий биговки, отсутствие трещин и заусенцев.
3.Удаление отходов
Автоматическая машина для удаления отходов удаляет обрезь, затем проводится ручная проверка для обеспечения отсутствия остатков бумаги.
Склеивание коробок
1.Технология склеивания
Используется полностью автоматическая машина для склеивания коробок, применяется пищевой экологически чистый водный клей для склеивания конструкции (вкладная крышка / автоматическое дно), длина склеивания составляет 8–10 мм для обеспечения прочности.
2.Контроль качества склеивания
(1).Проверяется правильность геометрии коробки, прочность склеивания (испытание на растяжение ≥15 Н), отсутствие расхождения клеевых швов, вытекания клея и деформации.
(2).Готовые изделия укладываются в штабеля фиксированным количеством на поддон, фиксируются стрейч-плёнкой для предотвращения рассыпания при транспортировке.
Контроль готовой продукции и отгрузка
1.Контроль внешнего вида
Объём выборки составляет 3%, проверяется качество цветопередачи, ламинирования, высечки и склеивания, подтверждается отсутствие загрязнений, царапин и деформаций.
2.Проверка соответствия требованиям
Проверяется полнота информации на этикетке (аллергены, пищевая ценность, производственная информация) в соответствии с требованиями.
")
")
")
связаться с нами
Сопутствующие популярные продукты

Картонная коробка для печенья
Материал основы и конструкция коробки 1.Выбор материала основы: используется пищевой мелованный...
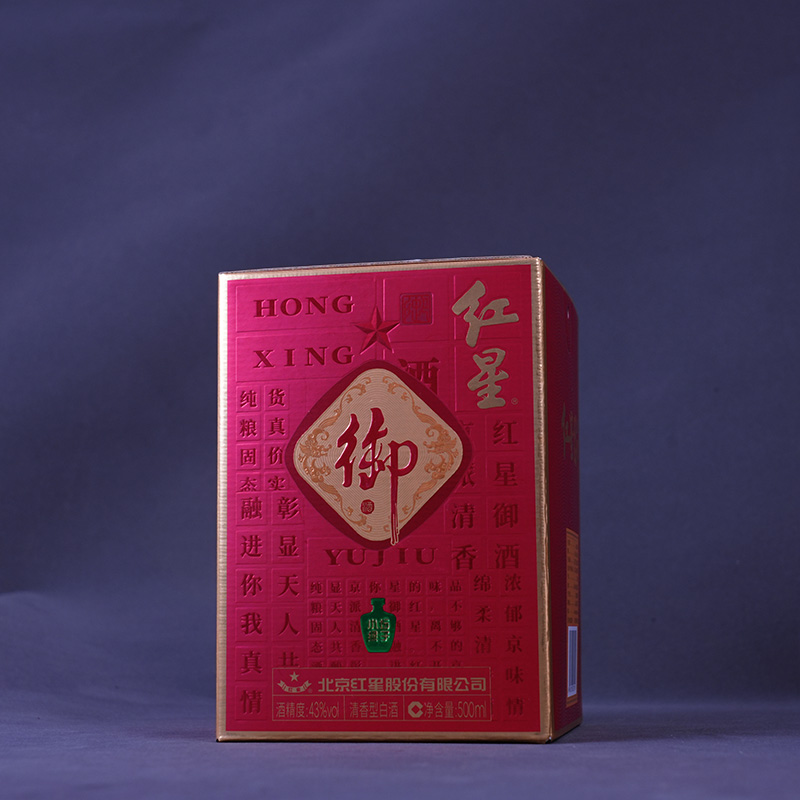
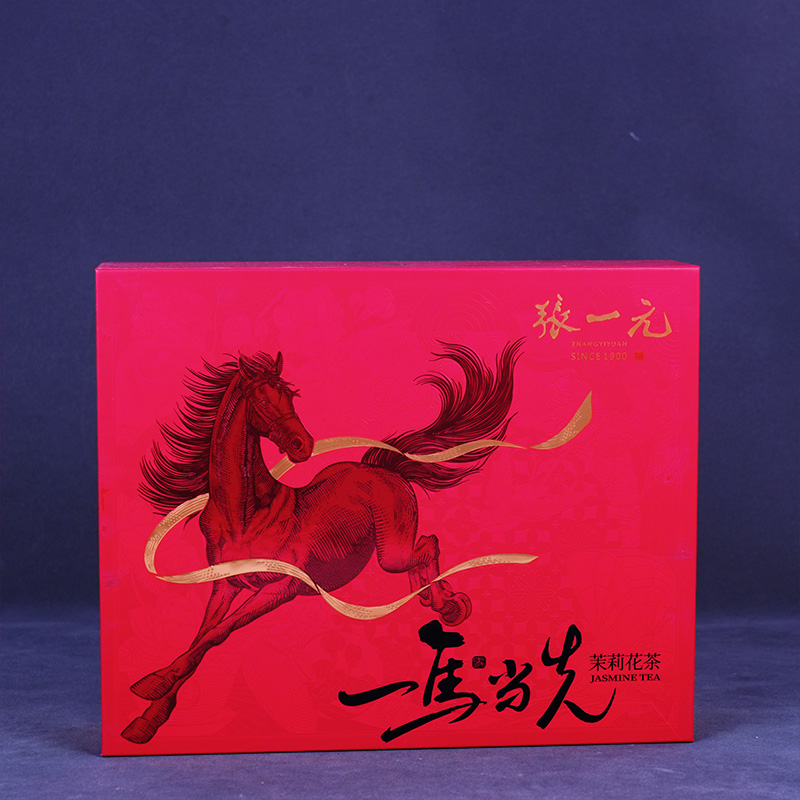
Подарочная коробка для алкогольного напитка Хунсин Юйцзю
Материалы и конструкция коробки 1.Выбор материалов: (1).Верхний слой: специальный красный картон ...

Цветная картонная коробка для косметики
Четырехцветная печать с наложением специальных цветов и градиентом, поверхность покрыта матовой п...

Цветной картонный ящик для напитков
Материал и конструкция коробки 1.Выбор материала: (1).Используется двухслойный гофрокартон типа B...
Картонная коробка для зубной пасты
Белый картон высокой плотности + четырехцветная офсетная печать + выборочная УФ-лакировка / горяч...

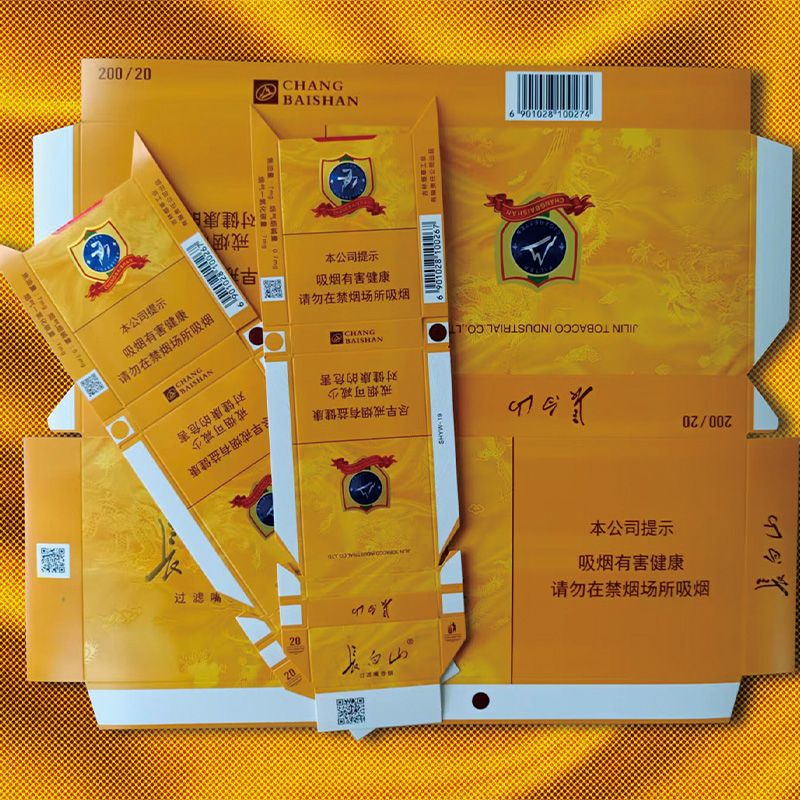
Сигаретная пачка Юньянь (Цзы)
Технологии печати 1.Основной материал: для пачки картон для сигаретных пачек массой 250–300 г/м...

Сигаретная пачка Юньянь (Фу)
Основные технологии 1.Лазерная голографическая основа: радужный переливающийся блеск, встроенны...

Картонная коробка для мыла
Коробка для мыла Safeguard: белый картон высокой плотности + четырехцветная офсетная печать + выб...

Сигаретная пачка Хаомао
Печатные технологии 1.Высокоточная офсетная печать: обеспечивает точную цветопередачу насыщенного...
Картонный ящик для алкогольных напитков Нинся Хун
Основа и конструкция коробки 1.Выбор материала: (1).Используется двухслойный гофрокартон типа B/E...

Картонная коробка для лекарственных средств
Технология и материалы 1.Выбор бумаги: белый картон пищевого качества плотностью 300 г/м², облада...

Сигаретная пачка Инчунь
Основная технологическая система Данная сигаретная пачка выполнена в синем цвете с золотым орнам...

Картонная коробка для вафель Цуйцуйша
Материал основы и конструкция коробки 1.Выбор материала основы (1).Используется пищевой мелова...

Подарочная коробка для чёрного чая
Материалы и конструкция коробки 1.Выбор материалов: (1).Верхний слой: специальный красный картон ...

Картонная коробка для молочной смеси
Материал основы и конструкция коробки 1.Выбор материала основы: (1).Используется пищевой мело...

Картонная коробка для картофельных чипсов Лэ Ба
Материал основы и конструкция коробки 1.Выбор материала основы: (1).Лицевая сторона для печати: в...



